在现代工业制造中,塑料模具扮演着至关重要的角色,尤其是在生产诸如长柄塑料喇叭这类兼具功能性与外观要求的日常用品时。优质的塑胶模具与精湛的注塑件加工技术,是确保产品最终质量、耐用性和成本效益的核心。本文将探讨长柄塑料喇叭从模具设计到注塑成型的完整定制流程,解析其关键环节与技术要点。
一、模具设计:精准与高效的基石
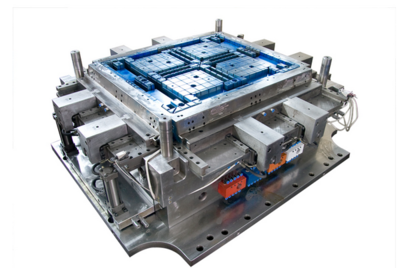
制造优质长柄塑料喇叭的第一步,是进行精密的模具设计。这不仅是简单的形状复制,更是一个综合材料科学、流体力学和机械工程的过程。
- 结构分析:长柄喇叭通常由喇叭口、长柄和吹嘴等部分组成,可能涉及多部件组合。模具设计需充分考虑各部分的壁厚均匀性、脱模斜度、以及可能存在的内部结构(如加强筋),以确保产品强度并避免注塑缺陷。
- 流道与浇口设计:塑料熔体如何被注入型腔,直接影响产品的填充质量、内应力分布和外观。对于长柄类产品,合理的浇口位置(如设置在柄部末端或吹嘴处)能有效控制熔接痕,保证声音传导部件的密实度。
- 材料选择:模具本身通常采用优质模具钢(如P20、718、S136等),以保证其硬度、耐磨性和耐腐蚀性,从而延长模具寿命,承受数十万次的注塑循环。
二、注塑成型:从原料到成品的转化
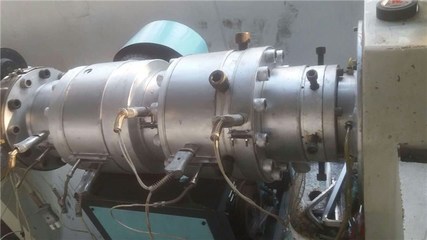
模具准备就绪后,便进入注塑加工阶段。此阶段是将塑料粒子(如PP、ABS、PS等)转化为实体产品的关键。
- 原料处理:根据喇叭的使用场景(如儿童玩具、体育用品、乐器配件),选择合适的食品级或通用级塑料原料。原料需经过干燥处理,防止因水分导致产品表面出现银纹或气泡。
- 工艺参数控制:注塑过程中的温度(料筒温度、模具温度)、压力(注射压力、保压压力)、速度和时间(注射时间、冷却时间)需要精确设定与联动控制。对于长柄部件,适当的保压压力和充足的冷却时间至关重要,能有效防止产品变形、缩水或内部空洞。
- 后处理与质检:脱模后的喇叭件可能需要进行去浇口、修边等后处理。每一批次产品都必须经过严格的质量检查,包括尺寸精度、外观(无飞边、无划痕、颜色均匀)、功能测试(吹奏顺畅度、声音响亮程度)以及必要的安全测试(如边缘是否圆滑,防止割伤)。
三、定制化服务的优势
选择专业的塑料模具与注塑件加工定制服务,能为客户带来显著价值:
- 灵活性:可根据客户的具体需求,调整喇叭的尺寸、颜色、硬度(如软质吹嘴)甚至附加功能(如可拆卸、附带挂绳孔等),实现个性化设计。
- 成本优化:通过优化模具设计(如采用一模多腔)和注塑工艺,能大幅提高生产效率,降低单件成本,尤其适合中大批量生产。
- 质量保证:专业制造商拥有从CAD/CAM设计、CNC精密加工到注塑成型和装配的全链条能力,能确保从模具到最终产品的一致性与高品质。
- 快速响应:从图纸确认到打样,再到批量生产,成熟的供应链和项目管理能缩短产品上市周期。
###
一枚看似简单的长柄塑料喇叭,其背后凝聚的是现代模具制造与塑料加工技术的精华。优质的塑胶模具是高效、稳定生产的基础,而精细化的注塑工艺则是实现产品设计意图的保障。无论是用于庆典活动、体育赛事还是儿童娱乐,选择专业的模具定制与注塑加工服务,都能确保获得声音洪亮、耐用安全且经济高效的优质产品。在市场竞争日益激烈的今天,这种从源头把控质量和成本的能力,正成为品牌产品脱颖而出的关键因素之一。